Reports: ND1053741-ND10: Stress Corrosion Cracking in Ultrafine Grained Ni and Its Alloy for Petrochemical Industries
 printer friendly
printer friendly
Objective
The objectives of this project are two folds: (1) produce ultra-fine-grained (UFG) structures in C22HS Ni-based alloy (Hastealloy) using surface mechanical grinding treatment (SMGT), investigate the mechanical behavior of the UFG structure and the correlated strengthening mechanisms, and (2) study the impact of UFG structure on the corrosion resistance of C22HS Ni-based alloy in sodium chloride solution.
Brief summary of major findings
One method to introduce UFG structure is to accomplish gradient microstructure by using surface mechanical grinding treatment (SMGT). The thus-fabricated gradient microstructure consists of nanograined (NG) layer (on the surface), ultra-fine laminated (UFL) layer and severely deformed (SD) layer along the depth direction from the treated surface. In-situ micropillar compression tests show that the yield strengths of NG and UFL layers are 50% higher than that of the untreated counterparts. The work hardening exponent of NG layer also shows 20% increment when compared with the as-received sample.
Detailed description of major findings
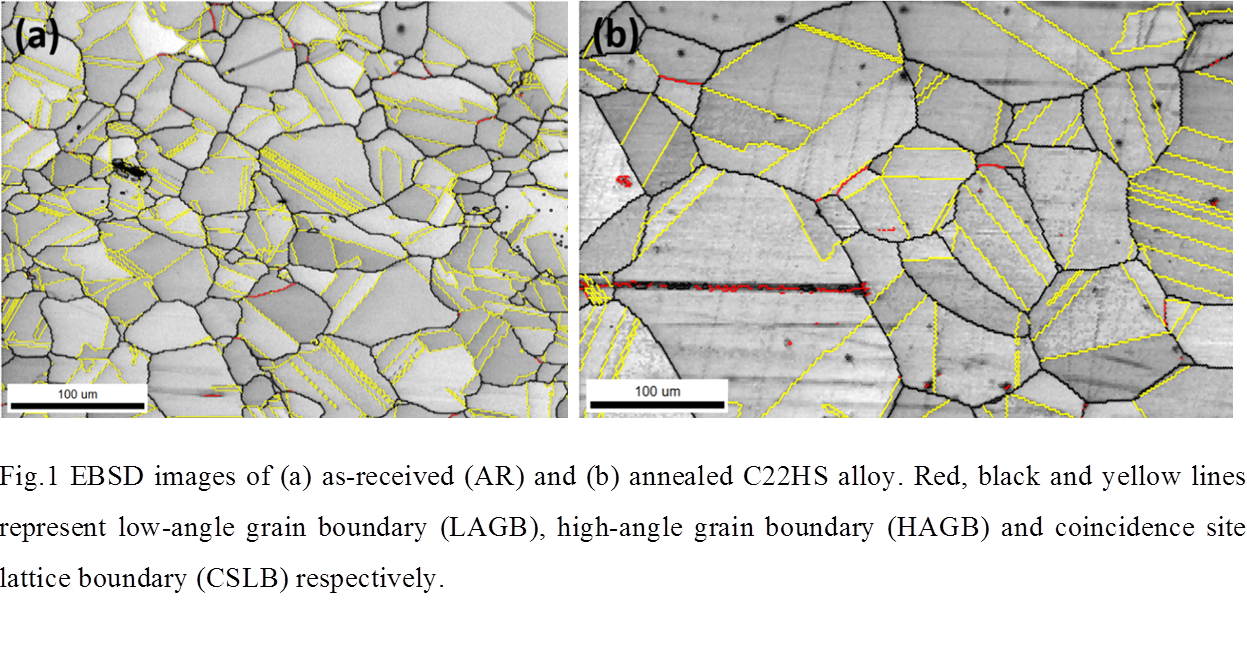
The as-received (AR) C22HS Ni-based alloy has a composition of 21.0% Cr, 17.0% Mo, ≤1.0% W, ≤ 2.0% Fe, ≤0.01% C (wt.%). The corresponding EBSD image (Fig.1a) reveals that the average grain size of the AR specimen is ~ 60 μm, and the proportion of low-angle grain boundary (LAGB), high-angle grain boundary (HAGB) and coincidence site lattice boundary (CSLB) is 0.02 : 0.38 : 0.60. Prior to SMGT processing, the AR C22HS alloy sample was annealed at 1100oC for 1h and followed by air cooling, forming a recrystallized structure with an average grain size of 110 μm (Fig.1b). The proportion of LAGB, HAGB and CSLB is 0.02 : 0.41 : 0.57.
The microstructure evolution after SMGT along the depth direction was characterized by using ion microscopy imaging (Fig.2). Plastic deformation morphologies are obvious in the top 20-30 μm-thick surface layer of the SMGTed samples processed for 6 passes. Based on the size of subunit, the gradient structure can be divided into 3 layers. The average grain size are below 100nm in the top 6μm thick layer (NG layer), and increase to about 1.0μm in the depth span of 6-15μm with laminated structure (UFL layer). At depth greater than 15 μm are thought to be the severely deformed coarse grain layer (SD layer), which characterized by parallel shear bands.
Nano-pillars with diameters of 2.0 μm were fabricated using a focused ion beam (FIB) technique inside a scanning electron microscope (SEM) (Quanta 3D FEG). The schematic of the location of pillars prepared for each layer are show in Fig.2. The pillars for NG, UGL and SD layer were 4.0 μm, 9.0 μm and 18.0 μm away from the treated surface. Pillars from the matrix area were also fabricated. Precise dimensions of pillars were measured prior to testing, and the aspect ratios of pillars (diameter/pillar height) vary from 1:1.8 to 1:2.2. A Hysitron PI 87 xR in-situ compression system equipped with a diamond flat punch tip (5.0 μm diameter) was then used to perform in-situ compression test in the SEM. The loading rate for constant strain rate compression tests was 1 × 10-3/s.
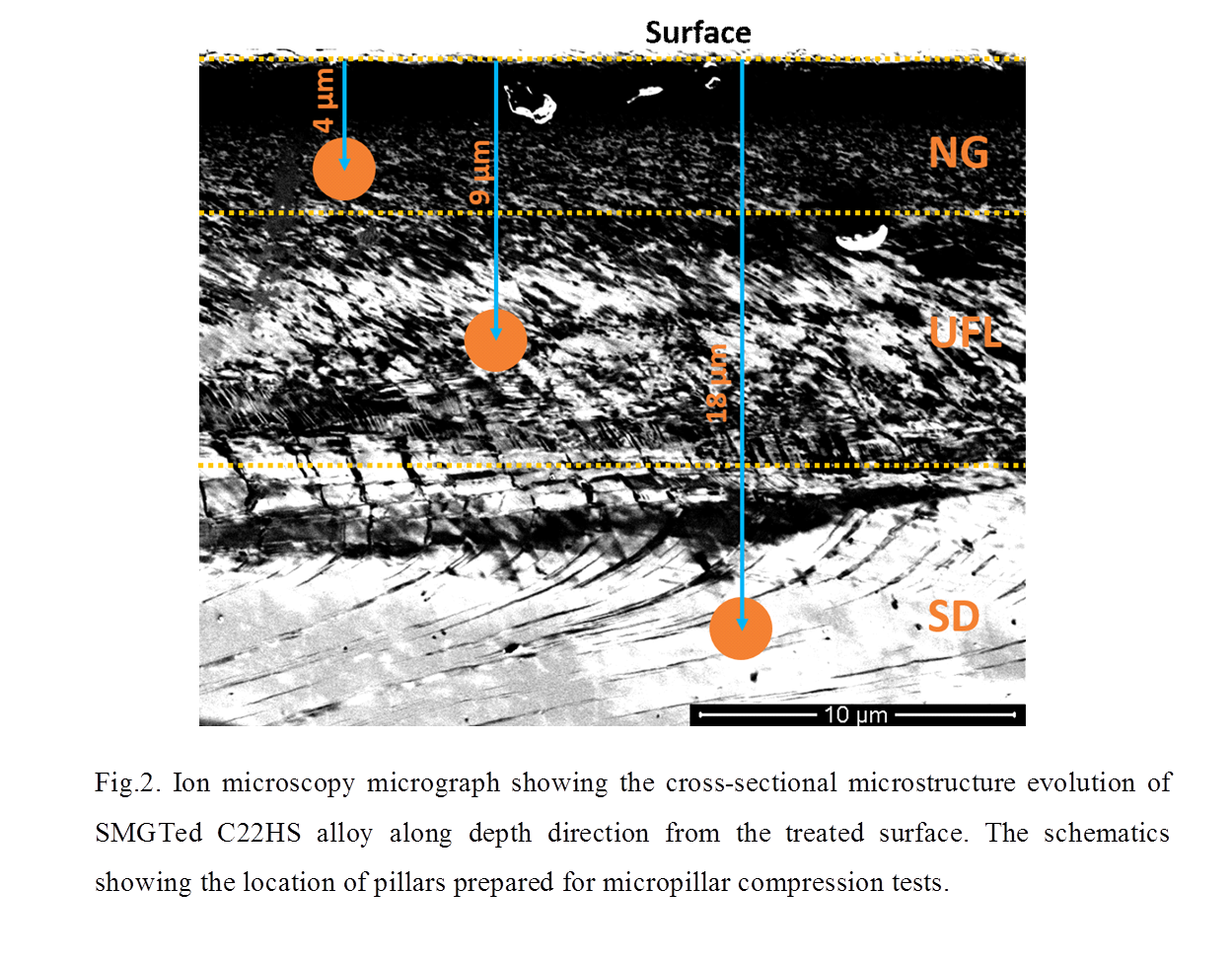
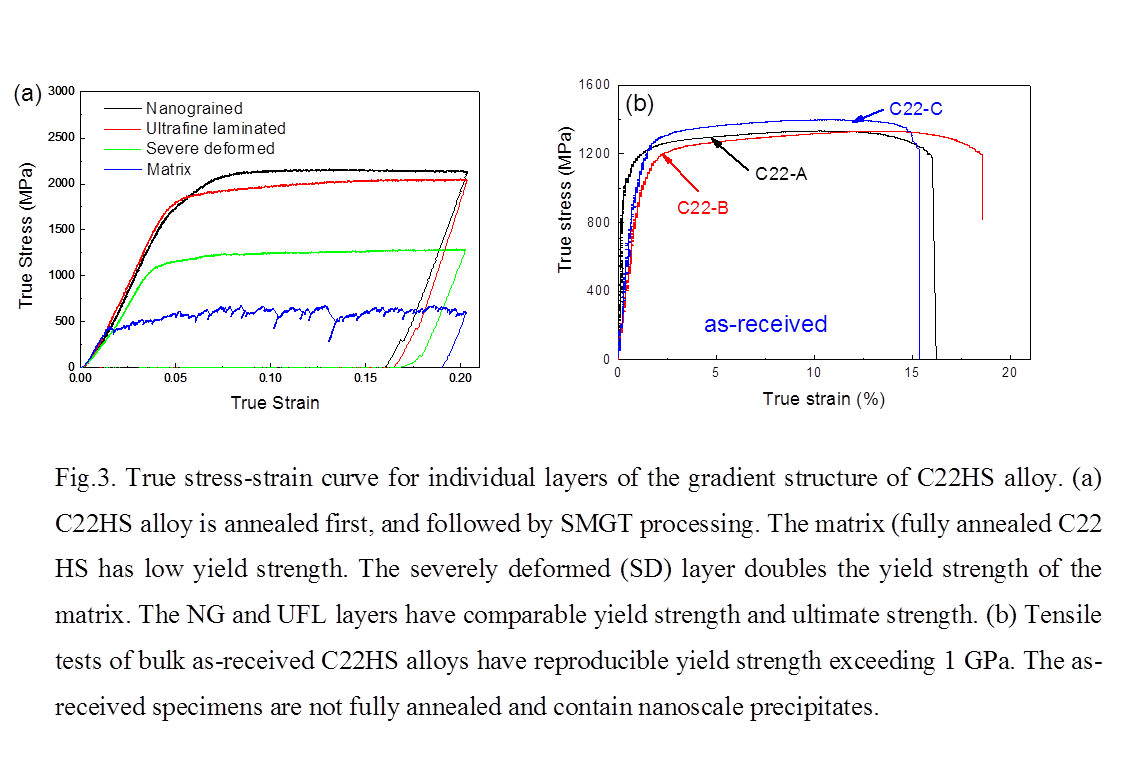
Fig.3a compares the true stress-strain curves of the micropillars fabricated from different areas of the gradient structure obtained by in-situ micropillar compression tests. The yield strength of the NG and UFL layer are similar, ~ 1.6 GPa. The yield strength of SD layer is ~ 1 GPa, twice as much as that of the matrix, ~ 450 MPa. The stress-strain curve of as-received C22HS tested by ex situ tension tests (Fig. 3b) shows that the yield strength and ultimate tensile strength of the specimen is ~ 1 and 1.3 GPa, respectively, similar to that of the SD layer. Note the C22HS alloy was fully annealed before SMGT, whereas the as-received C22HS has high-density nanoprecipitates. Hence the yield strength of the annealed matrix (450 MPa probed by micropillar compression tests) is lower comparing to the yield strength of as-received C22HS (1 GPa).
SMGT clearly increases the yield strength of C22HS (by nearly 50%). Such significant strengthening may arise from nanoscale grain sizes and twin boundary (such as deformation twins induced by SMGT). Nanoscale precipitates may not exist in fully annealed C22HS. If this is the case, the increment of yield strength after SMGT in NG and UFL is substantial in absence of precipitates. Extensive microscopy studies (TEM and STEM) are underway to investigate the average grain size, defect density and existence of precipitates in SMGT processed specimens.
The measured yield strength, ultimate strength and work hardening exponents for SMGT and as-received specimens are compared in Table 1. It is evident that the NG and UFL layers have high strength, and large work hardening exponents.
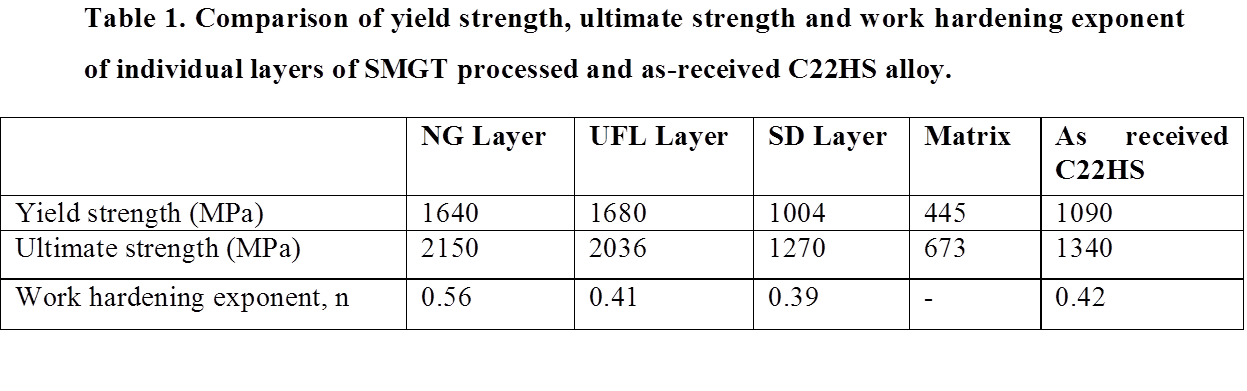
The large work hardening exponents of the NG and UFL layers indicate their excellent capability to sustain plastic deformation. As shown by the SEM images of the pillars from different regions of the gradient structure before and after compression tests (Fig.4), no slip bands (shear-offsets) appear after 18% strain in NG layer, while apparent slip bands can be observed during compression of pillar of the other three layers (UFL, SD and matrix). For the matrix region containing single crystal like grains (the pillar dimension is smaller than the single crystal grain size), multiple slip bands are activated and intercept with each other under compression.

Future Activities
1. Further characterization of microstructures of C22HS alloys (by using TEM, EBSD, etc.) and investigation on mechanical behaviors of SMGT processed and as-received C22HS alloys.
2. Perform aging treatment to SMGTed annealed C22HS alloy to introduce gradient nanoprecipitates to improve the mechanical behavior of the alloys.
3. Investigate the influence of SMGT and subsequent heat treatment on the corrosion resistance, and stress corrosion cracking response of C22HS alloy.
Impact on the personnel
<p">This project enables the PI to develop strong collaboration with Schlumberger. Meanwhile, the PI’s students are directly involved in industrial projects and are well-trained to perform high quality research. Besides, the results derived from this project will be published as journal articles, and presented at national conferences.