Reports: DNI1055985-DNI10: Controlling Stress Corrosion Cracking of Alloys in Chloride Environments by Laser Shock Peening
 printer friendly
printer friendly1. Research Progress
The overall goal of the proposed research is to determine the effects of laser shock peening (LSP) on the stress corrosion cracking (SCC) of alloys in chloride environments. We will accomplish the overall goal by fulfilling four objectives.
Objective 1: Determine a complete understanding of microstructural and micromechanical changes caused by LSP on alloys.
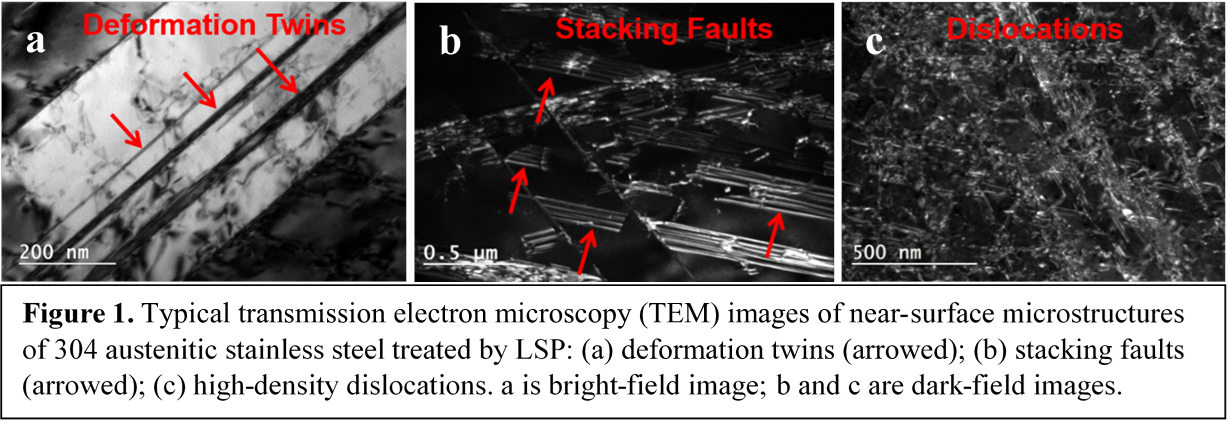
During LSP, the laser-driven shock waves propagate in the materials and generate a high magnitude of shock-induced pressure (typically several GPa). The pressure of the shock wave exceeds the dynamic yield strength of 304 austenitic steels (~210 MPa), which experiences an extremely high strain rate (106–108 s−1). Figure 1 shows the typical microstructures, such as deformation twins, stacking faults and dislocation network, in the near-surface region (< 100 μm in depth) of laser-peened 304 stainless steels. The width of deformation twins ranges from 30 nm to 200 nm, and the twin density is (1.98±0.36)×1010 m-2. The dislocation density of laser-peened samples is (9.63±1.24)×1013 m-2, which is more than one order of magnitude larger than the dislocation density of untreated samples [(6.53±0.85)×1012 m-2]. The presence of deformation twins, stacking faults, and dislocation network suggests that significant plastic deformation occurs in austenitic stainless steels during the LSP process.
Objective 2: Identify the effects of LSP on the SCC susceptibility of alloys in chloride environments.
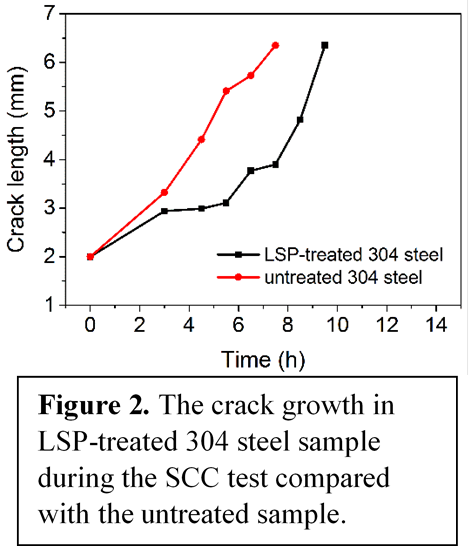
To quantify the benefit of LSP on SCC resistance of austenitic steels, the SCC crack growth rate of LSP-treated 304 steel has been determined. The LSP conditions are a power density of 15 GW/cm2 and 15 LSP scans, which generates a compressive residual stress of -252 MPa on the surface of 304 steel sample. The SCC test has been performed in a hot water environment with 42% MgCl2 at 144 ºC under a constant tensile stress of 192 MPa. The representative crack growth curves (Figure 2) show the crack length as a function of time. The crack growth in LSP-treated 304 steel is much slower than the untreated 304 steel. In addition, the LSP-treated 304 steel (9.5 hours) shows a longer lifetime until failure than untreated 304 steel (7 hours). These results suggest that LSP improves the resistance to crack growth during SCC of austenitic steels. The next step will focus on determining the LSP effect on crack initiation during the early stage of SCC.
Objective 3: Determine mechanisms of the retardation of crack initiation and propagation in the LSP samples.
The benefits of LSP are generally attributed to the effects of compressive residual stresses and microstructural changes, but the exact mechanisms remain unclear. In order to understand the mechanisms of SCC prevention by LSP, we have carefully studied the compressive residual stresses and microstructural changes generated by LSP (see Figures 1 and 3). The next step will focus on identifying how the compressive residual stress and plastic deformation affect the crack initiation and growth mechanisms during SCC. This will be accomplished by two experimental efforts: (1) determine the effect of compressive residual stress on crack initiation and growth; and (2) investigate the crack growth in LSP-treated materials using in-situ TEM deformation experiments.
Objective 4: Guide the optimization of LSP parameters for better mitigation of SCC in chloride environments.
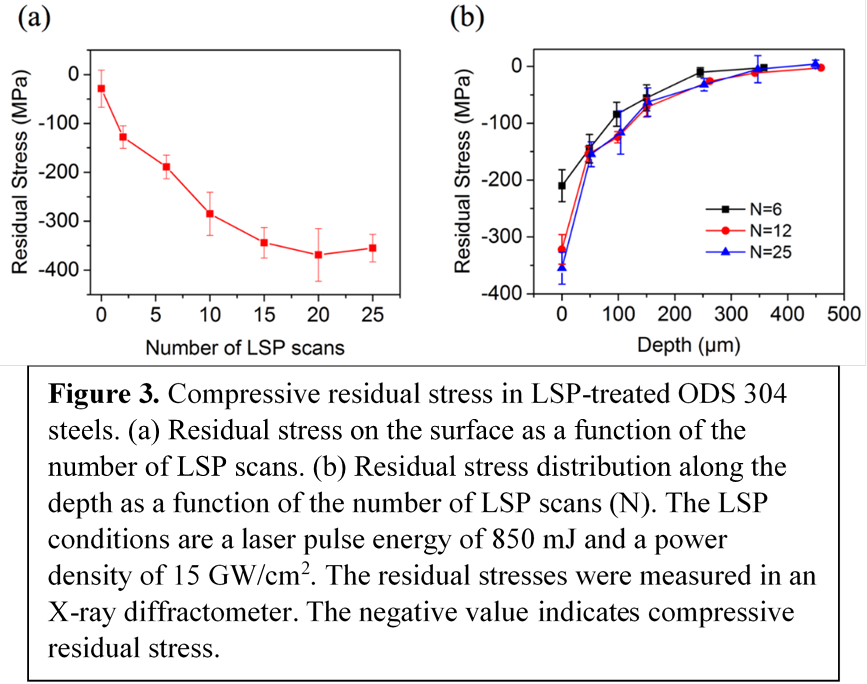
The LSP parameters such as laser pulse energy and spot diameter can influence the residual stress state and mechanical properties of stainless steels, which will affect the SCC behavior. The magnitude of compressive residual stress generated by LSP is increased with the laser pulse energy, the power density, and the successive LSP scans. Figure 3a shows the residual stress on the surface of oxide-dispersion-strengthened (ODS) 304 steels as a function of the number of LSP scans. The compressive residual stress on the surface increases with the number of LSP scans and becomes saturated after 20 scans. The saturation of the residual stress may be related to the saturation of plastic deformation in the subsurface microstructures. The compressive residual stress is in a relatively uniform biaxial in-plane distribution along the depth after LSP treatment. The distribution of compressive residual stress along the depth of the samples after 6, 12, and 25 LSP scans is shown in Fig. 3b. The compressive residual stress decreases gradually with the depth and becomes zero at a depth of 400-500 µm. At the same depth, the compressive residual stress increases from 6 to 12 LSP scans, with a slight increase from 12 to 25 scans that also indicates the saturation of residual stress with the number of LSP scans.
2. Publications and Presentations
This project has resulted in two papers under review in high-impact journals:
(1) X Yan, F Wang, L Deng, C Zhang, Y Lu, M Nastasi, M A. Kirk, M Li, B Cui. Effect of laser shock peening on the microstructures and properties of oxide-dispersion-strengthened austenitic steels. Advanced Engineering Materials, under review.
(2) X Yan, X Qiu, F Wang, L Jiang, Y Lu, M Nastasi, Z Zhou, B Cui. Chloride-induced stress corrosion cracking of oxide-dispersion-strengthened austenitic steels. Corrosion, under review.
The research results were presented in four international conferences, including CORROSION 2017, the Minerals, Metals & Materials Society 2017 Annual Meeting & Exhibition, 2016 International Mechanical Engineering Congress and Exposition, and Materials Science & Technology 2016.